|
Тамаров Владимир Александрович / Tamarov Vladimir Aleksandrovich – кандидат технических наук, исполняющий обязанности начальника Волжско-Окского управления Федеральной службы по экологическому, технологическому и атомному надзору;
Миронов Анатолий Алексеевич / Mironov Anatolij Alekseevich – доктор технических наук, доцент, заведующий кафедрой аэрогидродинамики, прочности машин и сопротивления материалов;
Панькин Евгений Александрович / Pan'kin Evgenij Aleksandrovich – начальник отдела химического оборудования ООО «Нижегородский центр технической диагностики, экспертизы и сертификации»;
Горохов Сергей Александрович / Gorohov Sergej Aleksandrovich – инженер (эксперт) отдела химического оборудования ООО «Нижегородский центр технической диагностики, экспертизы и сертификации», г. Нижний Новгород
Аннотация: в статье обсуждаются проблемы оценки остаточного ресурса и вероятности отказа опасных производственных объектов при наличии в их конструкции дефектов и повреждений, выявленных в процессе технического диагностирования. Рассмотрен подход к анализу результатов неразрушающего контроля, учитывающий стохастичность связи между параметрами дефекта и информативными параметрами метода контроля. Приведен пример оценки надежности сосудов давления по результатам УЗК сварных швов.
Ключевые слова: дефект, неразрушающий контроль, надежность.
Основными принципами обоснования безопасности эксплуатации конструкций опасных производственных объектов являются принцип безопасного ресурса и принцип безопасного повреждения. Первый, как правило, используется на стадии проектирования и исходит из положения о недопустимости появления в конструкциях дефектов и повреждений, к которым в первую очередь относятся дефекты усталости, ползучести и коррозия. В этом случае не предусматривается проведения обследования конструкций в процессе их эксплуатации, что может быть связано с невозможностью проведения таких работ. В рамках второго принципа учитывается тот факт, что появление дефектов не приводит к мгновенному разрушению конструкций и может быть выявлено в процессе их технического диагностирования. Использование данного принципа предполагает наличие достоверных методов неразрушающего контроля и надежных моделей прогнозирования развития дефектов до критического состояния.
Особенностью современного этапа развития подходов к решению проблемы обеспечения безопасности в техносфере является требование перехода от применения традиционных методов расчета прочности, ресурса и живучести к использованию технологий оценки и управления рисками [1]. Оценка риска включает в себя в качестве составляющих определение вероятности возникновения неблагоприятных событий, к которым, в частности, относятся аварийные разрушения конструкций, и определение ущерба, порождаемого такими событиями. Показатели прочности и ресурса при риск-анализе рассматриваются в вероятностном аспекте, что требует привлечения для их определения методов теории надежности.
Одним из факторов, определяющих стохастичность прочности и ресурса технических объектов, является случайный характер причин и процессов, приводящих к образованию дефектов. К ним относятся процессы сварки, усталости, ползучести, коррозии. В результате проявления указанных процессов параметры дефектов на момент проведения технического диагностирования будут представлять собой случайные величины. Проведение неразрушающего контроля не в полной мере снимает случайный характер параметров дефектов. Это связано, прежде всего, со стохастичностью связи между информативным признаком метода контроля и размерами дефекта, а также вероятностью пропуска дефектов и с условиями, часто не позволяющими выполнить контроль конструкции в полном объеме. В последнем случае параметры дефектов на не проконтролированных участках оцениваются статистически по данным, полученным в ходе диагностирования.
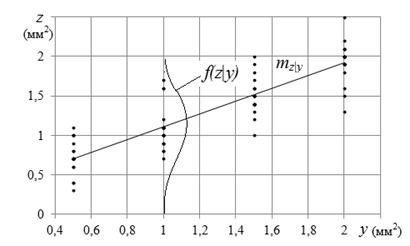
Стохастичность связи между величиной сигнала  , регистрируемого прибором контроля, и параметром дефекта , регистрируемого прибором контроля, и параметром дефекта  при фиксированном его значении определяется условным законом распределения при фиксированном его значении определяется условным законом распределения  . На рис. 1 представлен общий характер данной связи и результаты измерения площади дефекта, полученные на тест образцах при УЗК непроваров в корне шва в пластинах из стали 09Г2С толщиной 10 мм. . На рис. 1 представлен общий характер данной связи и результаты измерения площади дефекта, полученные на тест образцах при УЗК непроваров в корне шва в пластинах из стали 09Г2С толщиной 10 мм.
|
|
|
Рис. 1. Связь между параметром дефекта и параметром измерения
|
В результате стохастичности указанной связи размер обнаруженного дефекта Y будет случайной величиной, закон распределения которой определяется формулой Бейеса
|
 . .
|
(1)
|
Использование формулы (1) предполагает априорного определения закона распределения размеров дефектов f(y). Для широко распространенных дефектов в виде несплошности металла в сварных швах такие данные могут быть получены статистической обработкой результатов контроля типовых сварных соединений [2]. Закон распределения размеров дефектов f(y) определяется по полученной в результате контроля плотности распределения для регистрируемого параметра fz(z) на основе интегральной формулировки формулы полной вероятности, использование которой приводит к интегральному уравнению Фредгольма I рода:
|
 . .
|
(2)
|
Проведение контроля не исключает пропуска дефектов. Показателем надежности контроля служит функция вероятности обнаружения дефекта (ВОД) P(y), которая для установленного уровня фиксации дефекта zф определяется выражение:
|
|
(3)
|
Использование понятия ВОД как отношения числа обнаруженных к числу всех дефектов при фиксированном параметре дефекта позволяет получить связь между плотностями распределения параметров обнаруженных fy(y) и всех дефектов fy0(y):
|
 , ,
|
(4)
|
где  - интенсивность всех дефектов; l- интенсивность обнаруженных дефектов (число дефектов на единице длины или площади участка контроля). - интенсивность всех дефектов; l- интенсивность обнаруженных дефектов (число дефектов на единице длины или площади участка контроля).
После проведения контроля обнаруженные дефекты, недопустимые по нормам отбраковки, исправляются. Надежность проконтролированных участков конструкции в этом случае будет зависеть от оставленных дефектов и дефектов, пропущенных при контроле. Плотность распределения случайных величин параметров пропущенных дефектов определится выражением:
|
 , ,
|
(5)
|
где  - интенсивность пропущенных дефектов. - интенсивность пропущенных дефектов.
Для оценки вероятности отказа на участках конструкции, для которых не выполнялся контроль, в качестве априорной информации используются плотности распределения случайных величин параметров всех дефектов, определенных по зависимости (4).
Наиболее общая постановка задачи определения вероятности отказа машин и конструкций сформулирована В.В. Болотиным [3] как задача нахождения вероятности выхода случайного процесса вектора качества y(t) из допустимой области [W] на отрезке времени [t0,t]:
|
 . .
|
(6)
|
Состояние дефекта на момент проведения технического диагностирования конструкции характеризуется вектором начальных параметров:
|
 . .
|
(7)
|
В качестве параметров  могут приниматься глубина и протяженность коррозионных повреждений, длина, высота, глубина залегания и расстояния между дефектами несплошности металла сварных швов. могут приниматься глубина и протяженность коррозионных повреждений, длина, высота, глубина залегания и расстояния между дефектами несплошности металла сварных швов.
Введем ограничение на внешние воздействия, а именно примем детерминированный характер изменения действующих на конструкцию нагрузок. В этом случае допустимая область для начальных параметров дефекта [W(t)] будет иметь границу, зависящую от t и определяемую совокупностью дефектов, для которых значения параметров за время t достигнут предельно допустимой границы. Предельно допустимая граница соответствует совокупности значений параметров дефектов, удовлетворяющих критериям предельного состояния. Для случая независимых случайных величин параметров дефекта выражение (6), определяющее вероятность отказа конструкции, содержащей один дефект, примет вид:
|
 , ,
|
(8)
|
где fi(yi) - плотности распределения начальных значений параметров дефектов.
Для конструкции, содержащей совокупность дефектов, дальнейшее решение задачи оценки вероятности отказа выполняется методами системной теории надежности.
Наибольший практический интерес представляет реализация изложенного подхода к определению вероятности отказа конструкции по данным ее технического диагностирования для случая развития дефектов сварных швов в условиях циклического нагружения. Из постановки задачи (8) следует, что для ее решения, кроме определения законов распределения размеров дефектов, требуется использование моделей предельного состояния конструкций с дефектами и моделей развития усталостного разрушения, которые являются предметом механики разрушения.
Процесс усталостного разрушения участка сварного соединения с несплошностью металла в общем случае включает стадии образования и последующего развития усталостной трещины до предельного состояния, что требует использования моделей, объединяющих указанные стадии и дающие возможность определить начальный размер усталостной трещины, образующейся у дефекта сварного шва [4], [5].
Развитие дефекта описывается скоростью роста усталостной трещины. При рассмотрении дефектов малых размеров принципиально важным, по мнению авторов, является выбор для описания скорости роста трещины зависимости, содержащей пороговое значение коэффициента интенсивности напряжений.
Выполнена оценка вероятности отказа типовых сосудов давления, изготовленных из стали 09Г2С толщиной 8 мм, Опытные распределения случайных величин параметров дефектов получены по результатам ультразвукового и радиационного контроля сварных швов партии из 88 сосудов и описаны логарифмически нормальным законом:
Параметры законов распределения, полученные для различных видов дефектов, приведены в таблице 1.
Таблица 1.
|
Вид дефектов
|
Тип шва
|
Параметры распределения глубины, радиуса или полувысоты
|
Параметры распределения полудлины
|
Интенсивность
λ,1/м
|
|
μ
|
σ
|
μ
|
σ
|
|
непровары в корне шва
|
продольный
|
-0,493
|
0,4498
|
2,8745
|
0,5334
|
0,477
|
|
кольцевой
|
-0,2147
|
0,2857
|
2,9344
|
1,0255
|
0,662
|
|
одиночные сферические поры и включения
|
продольный и кольцевой
|
-0,1875
|
0,4843
|
-
|
-
|
1,477
|
|
одиночные вытянутые поры и включения
|
продольный и кольцевой
|
-0,3338
|
0,133
|
0,1171
|
0,2478
|
0,516
|
|
цепочки пор и включений
|
продольный и кольцевой
|
-0,3571
|
0,3607
|
2,8287
|
0,6515
|
0,103
|
|
скопления пор и включений
|
продольный и кольцевой
|
-0,2754
|
0,3716
|
2,151
|
0,9189
|
0,207
|
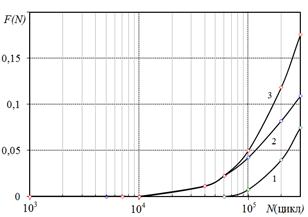
Результаты расчета вероятности отказа, определяемого условием образования сквозного дефекта – течи, в зависимости от числа циклов нагружения внутренним давлением представлены на рисунке 2. Кривая 1 получена при учете только плоскостных дефектов – непроваров, для которых не учитывается стадия образования усталостной трещины, кривая 2 – объемных дефектов, кривая 3 – при совместном учете всех дефектов.
|
|
|
Рис. 2. Зависимость вероятности отказа от числа циклов нагружения
|
Полученные результаты свидетельствуют о высокой надежности рассматриваемых сосудов при числе циклов нагружения до 105. При достижении указанной наработки требуется проведения их технического диагностирования.
Авторам представляется перспективным использование изложенного подхода к оценке вероятности отказа конструкций с дефектами при риск-анализе индивидуальных объектов с большой протяженностью сварных швов, таких как резервуары, трубопроводы. В этом случае параметры распределений размеров дефектов определяются по выборке обнаруженных дефектов после частичного контроля. Интервальная оценка параметров будет зависеть от объема полученной выборки, что позволяет построить расчетную схему обоснования необходимого объема контроля для достижения заданного уровня надежности конструкции [6].
Литература
1. Махутов Н.А. Анализ рисков отказов при функционировании потенциально опасных объектов / Н.А. Махутов, М.М. Гаденин, А.О. Чернявский, М.М. Шатов // Проблемы анализа риска. – 2012. – Т. 9. – № 3. – С. 8 – 21.
2. Корезин В.С. Вибрация надстроек судов внутреннего плавания: Автореферат диссертации кандидата технических наук – Горький, 1989.
3. Митенков Ф.М., Коротких Ю.Г. и др. Определение и обоснование остаточного ресурса машиностроительных конструкций при долговременной эксплуатации // Проблемы машиностроения и надежности машин. № 1.- М.: РАН, 1995. – С. 5-13.
4. Коротких Ю.Г., Волков И.А., Маковкин Г.А. Математическое моделирование процессов деформирования и разрушения конструкционных материалов. Монография. – Н. Новгород: Изд-во ВГАВТ, 1997. – 267с.
5. Звягин А.Д. Вибродиагностическая система контроля качества ремонта колесно-моторных блоков электровозов в локомотивных депо Горьковской железной дороги // Испытания материалов и конструкций. Вып. 3. – Н. Новгород: Изд-во общества «Интелсервис», 2002. – 104 с.
6. Давыдов В.В. Динамические расчеты прочности судовых конструкций. – Л.: Судостроение, 1974.
7. Волченко В.Н. Оценка и контроль качества сварных соединений с применением статистических методов / В.Н. Волченко. – М.: Издательство стандартов, 1974. – 160 с.
8. Болотин В.В. Прогнозирование ресурса машин и конструкций / В. В. Болотин. – М.: Машиностроение, 1984. – 312 с.
|


